There have been some brief but useful additions to the fracture control page of AS2885.info, addressing:
- A106 material
- 80% CDL requirement
- Brittle fracture control
- Spiral weld pipe
See the last four Q&A items under the subheading here.

There have been some brief but useful additions to the fracture control page of AS2885.info, addressing:
See the last four Q&A items under the subheading here.
There has been discussion in some of the AS 2885 committees about exactly what “external interference” includes. It is probably fair to say that the meaning of “external interference” seemed so clear and obvious to those involved in drafting the various revisions of Parts 1 and 6, over many years, that it never occurred to us that an explicit definition would be needed. That now looks like an oversight as some misunderstanding has developed.
The nearest thing we have to a definition is unfortunately buried in Clause C6.1 of Appendix C to Part 6:
“The nature of external interference involves the removal or penetration of the protective ground cover and contact with the pipe.“
Even that is not quite complete because it leaves unstated that external interference is a result of human activity and does not include natural events. So external interference is intended to cover only those threats that involve direct impact to the pipe during excavation (including digging, boring or any other ground-penetrating activity).
This is not new, and in fact has been a fundamental aspect of the safety management process ever since the concept of risk assessment was introduced in the 1997 revision of Part 1 (i.e. 24 years ago!). The whole SMS process is based on two broad categories of threat:
There are two reasons for this distinction:
From Part 1 Clause 5.4.1:
“The purpose of physical controls is to prevent failure resulting from an identified external interference event by either physically preventing contact with the pipe or by providing adequate resistance to penetration in the pipe itself.
“The purpose of procedural controls is to minimise the likelihood of external interference activity, with potential to damage a pipeline, occurring without the knowledge of the pipeline operator, and to maximise the likelihood of people undertaking such activity being aware of of both the presence of the pipeline and the possible consequences of damaging it.“
Clause 5.4.4 and Tables 5.4.4(A) and (B) then go on to specify that physical protection measures must include both separation and resistance to penetration (with multiple subcategories), and that procedural protection must include both pipeline awareness and external interference detection (again with multiple subcategories)
All these requirements (and the further much more detailed requirements) are focussed specifically on protection against excavation activities, and make little or no sense for other types of threat.
So it is simply not correct to classify as “external interference” threats such as:
Above-ground pipes may look like a grey area, since removal of ground cover is obviously not applicable. However the other principles of protection by separation and penetration resistance are still relevant, as are procedural measures. So the external interference rules are still relevant to threats such as vehicle impact on aboveground pipe.
Everyone involved in pipeline safety management studies should be aware of what constitutes external interference, whether the SMS is for design or operational purposes.
We’ve been quiet lately, for a whole lot of reasons largely related to being a volunteer team. But there has been a recent update to AS2885.info with guidance on how to fabricate a barred tee without welding in the area of the extrusion neck. It’s the second item on this page and also copied below.
It is interesting that this method was normal practice at least 40 years ago, but sometimes old knowledge can be lost if it is not documented somewhere such as in a Standard as has now been done.
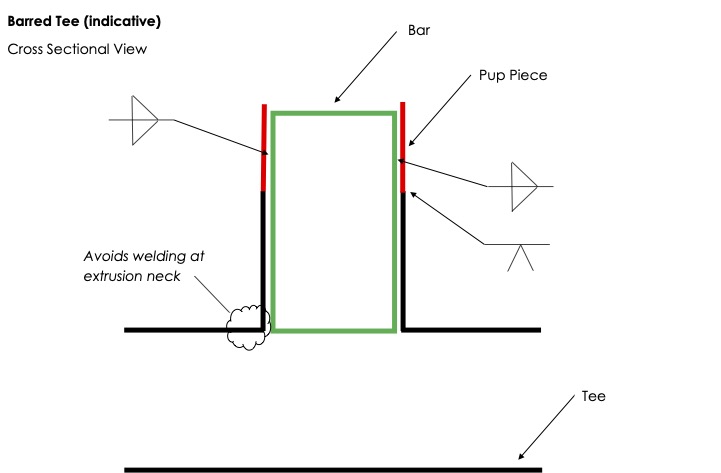
Barred tees: What is the reason behind the addition of Clause 5.6.2(e) in AS 2885.2-2016 (Clause 5.6.2(d) in 2020 version), which states that “pig bars shall not be welded directly to the high stress areas around the extrusion neck”?
On any forged fitting it is recommended to only weld at the weld preparation area, as stresses caused by welding can cause cracking at subsurface features such as laminations. This is often not detected using Magnetic Particle Inspection unless it is surface breaking. The passage of the pig could then cause failure of the bars and a stuck pig scenario.
The diagram below is a guide (not definitive) showing how the pig bars are welded to the pup piece rather than the extruded neck.