We’ve been quiet lately, for a whole lot of reasons largely related to being a volunteer team. But there has been a recent update to AS2885.info with guidance on how to fabricate a barred tee without welding in the area of the extrusion neck. It’s the second item on this page and also copied below.
It is interesting that this method was normal practice at least 40 years ago, but sometimes old knowledge can be lost if it is not documented somewhere such as in a Standard as has now been done.
Barred tees: What is the reason behind the addition of Clause 5.6.2(e) in AS 2885.2-2016 (Clause 5.6.2(d) in 2020 version), which states that “pig bars shall not be welded directly to the high stress areas around the extrusion neck”?
On any forged fitting it is recommended to only weld at the weld preparation area, as stresses caused by welding can cause cracking at subsurface features such as laminations. This is often not detected using Magnetic Particle Inspection unless it is surface breaking. The passage of the pig could then cause failure of the bars and a stuck pig scenario.
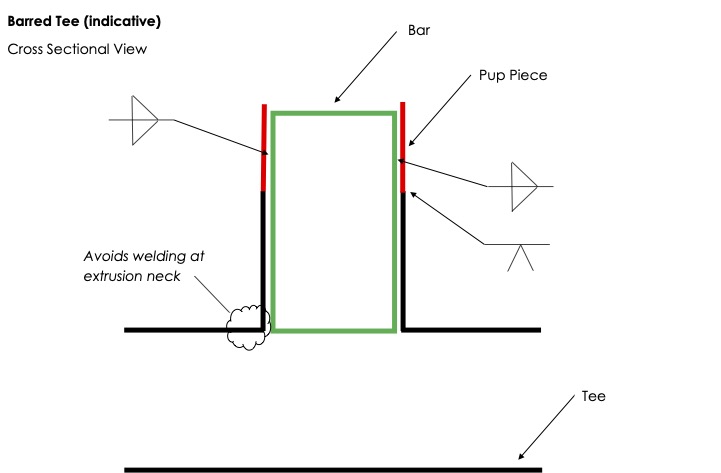
The diagram below is a guide (not definitive) showing how the pig bars are welded to the pup piece rather than the extruded neck.